基于触摸屏和PLC的金相切割机控制系统实现
0 引 言
金相切割机是金相取样分析过程中的重要设备之一,主要用于金相试样的截取和各种材料的下料、切口等,广泛应用于机械、冶金、汽车、航空航天等领域。目前,国内金相试样切割设备形式多样,以微处理器为基础的各种制样设备代表着金相制备的先进技术,但是自动化程度较低,不能直接对较大零件进行取样。为了满足行业的要求,促进金相事业的发展,需要设计高精度、高性能和方便操作的金相切割控制系统。这里根据金相取样的特殊要求,设计以PLC为核心的控制系统,采用触摸屏作为人机交互设备,弥补了PLC在人机交互方面的不足,大大减少了输入/输出点数,方便操作与维修,为用户提供了友好的人机界面。
1 工作原理
金相切割机控制系统是金相取样的专用设备。为了保护金属试样的组织结构和特性,对于不同属性的金属应采取不同的切割速度和切割模式。在该系统中,设置了三个操作窗口(测试操作、手动操作、自动操作)和一个高级设置窗口,一个切割过程观察窗口。其中,自动操作包括三种模式:匀速切割、进三退一切割、逐层切割。不同切割模式的用户可以在触摸屏的不同窗口设定需要的切割工艺参数,再通过PLC设定与之相应的参数调用控制指令,驱动切割机按照要求对金相试样进行切割。其中,PLC与变频器通过串行通信方式对三相异步电机调速,采用USS协议对电机的运行状态进行控制和监视。
2 控制系统的设计要求及思路
根据金相切割机发展状况和市场需求,本着提高效率,增强可靠性能,提高性价比的原则,设计的金相切割机应实现以下功能:能够根据零件尺寸的不同选择不同的切割方式;在过程控制中,能够根据不同的切割材料、硬度、尺寸调节切割速度;根据零件宽度或长度,确定砂轮的进刀速度、轴的运动速度和位移量;根据砂轮片磨损情况和零件直径,确定砂轮切割的快进位置和退刀位置;能自动控制监控切割量、进给速度、主电机转速等切割参数;人机交流界面便捷、美观。
为了满足切割及控制的技术要求,同时也为了提高机械产品的自动化程度,这里着重从PLC控制和触摸屏设计两方面对金相试样切割机进行了研究。
3 硬件系统设计
切割机系统的主要组成见图1所示的系统整体设计框图。
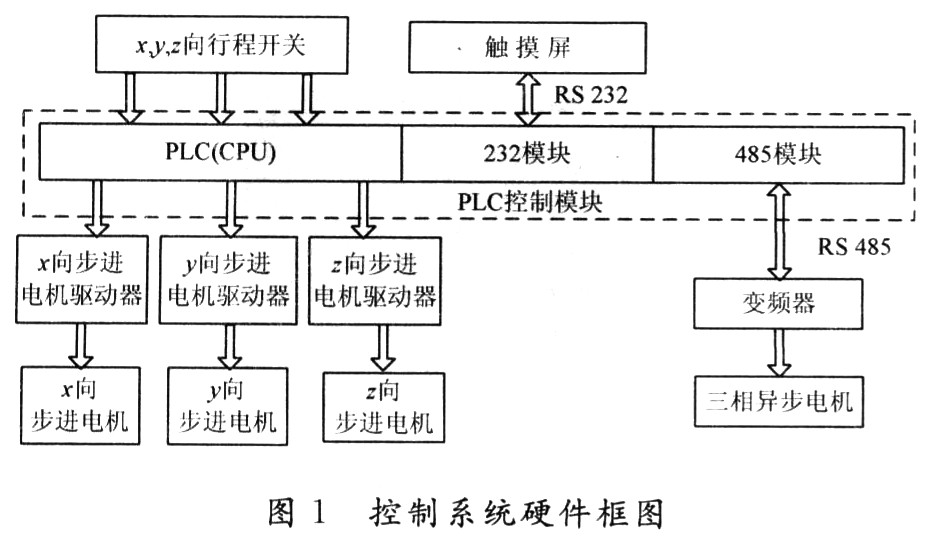
系统的执行部件主要包括一台三相异步电机和三台步进电机。三相异步电机采用变频器进行变频调速,步进电机由专用的驱动器驱动,控制系统核心PLC控制器发出控制命令信号,使异步电机和步进电机协调运动,完成切割过程。
3.1 主控制系统
PLC是整个控制系统的核心。PLC是专为在工业环境下应用而设计的一种数字运算操作电子装置,是带有存储器、可以编制程序的控制器。它能够存储和执行指令,进行逻辑运算、顺序控制、定时、计数和算术运算等操作,并通过数字式和模拟式输入/输出,控制各种类型的机械和生产过程。它具有体积小,功能强,编程方便,可靠性高,耐恶劣环境能力强等优点,已广泛应用于工业自动化生产的各个领域。该系统采用OM-RON公司的CP1 H X40DT-D程序一体化PLC。可实现高速计数器4轴、脉冲输出4轴;通过扩展CPM1A系列的扩展I/O单元。CP1H整体可以达到Zui大320点的输入/输出;通过安装选件板,可进行RS 232C通信或RS 422A/485通信。
3.2 变频器调速系统
在进行电机调速时,电机磁通量是需要考虑的一个重要因素,如果磁通量太弱,电机会出现欠磁通,势必会给电机输出转矩带来很大影响。因为:
Tm=KTφmI2COSψ2 (1)
式中:Tm是电磁转矩;KT为比例系数;φm是主磁通量;I2是转子电流;cosψ2是转子回路的功率因数。
由式(1)可知,电机磁通量的降低直接影响电磁转矩的减小。因此,在改变电机频率时,应该对电机电压进行协调控制,以维持电机磁通的恒定。根据切割机的主电机参数,该系统选用Siemens公司的MM420变频器,通过设定变频器输出功率的变化来控制主电机转速的变化,两者之间近似呈线性关系,从而实现了无级调速的目的。PLC为漏型晶体管输出,与变频器的通讯采用基于USS协议的串行口RS 485通信方式。这里,为了确保系统安全运行,必须将变频器接地端可靠接地。
3.3 步进电机驱动系统
步进电机是可以将电脉冲信号转变为角位移或线位移的电磁机械装置。给电机加一个脉冲信号,电机按照设定方向转动一个步距角。电机转速与输入脉冲频率保持同步。该系统中通过控制脉冲个数来控制角位移量,达到定位精确的目的;通过控制脉冲频率控制电机转动速度,从而达到调速的目的。x,y,z三向步进电机分别由3个MS-2H090M型步进电机驱动器来驱动,每向步进电机驱动器包括使能输入端EN,步进脉冲输入端CP和方向电平信号输入端DIR。
4 软件系统设计
4.1 主控制系统软件程序设计
软件程序主要完成系统初始化,设定切割参数,启动切割机控制系统,并将切割参量送往触摸屏上实时显示。控制系统主程序流程如图2所示。
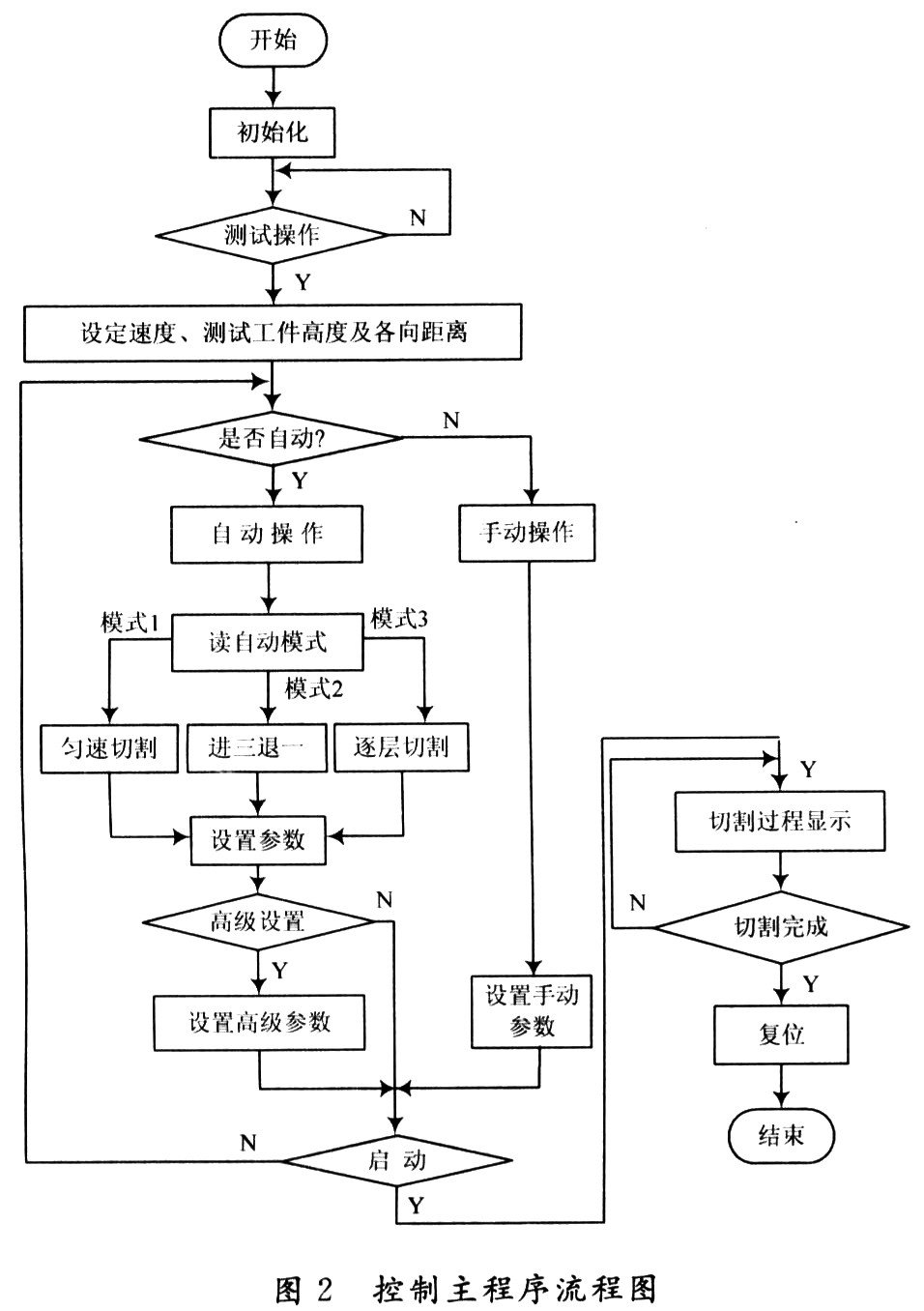
系统初始化主要完成软件初值、内存、I/O口以及硬件电路状态的初始化,使PLC及其连接的外围电路处于准备工作状态。主要包括PLC内部RAM单元的初始化,触摸屏上电的初始化,I/O端口方式的初始化等。
在启动切割之前,需要对相应的切割工艺参数进行正确设置。其中,自动操作包括三种模式(匀速切割、进三退一切割、逐层切割),每种模式根据具体需要还可以设置相应的高级设置选项和加密操作选项,在方便操作的同时增强了安全性。
4.2 触摸屏人机界面程序设计
输入和显示系统是控制系统的重要组成部分,是实现操作人员与机器设备之间双向沟通的桥梁。切割机控制系统选用深圳人机电子有限公司的eViewMT508S触摸屏作为人机交互界面,主要完成对切割各个参数的设置和实时显示等功能。 PLC与触摸屏的通信采用基于Hostlink协议的串行口RS 232通信方式传达用户指令,根据需要设定系统的运行状态。
MT500系列触摸屏是专门面向PLC应用的,具有32位RISC处理器和256色显示方式,可同时弹出6个窗口。它功能非常强大,用户可以自由组合文字、按钮、图形、数字等,以处理或监控管理以及应付随时可能变化信息的多功能显示屏幕;它拥有和Windows 95/98系列一样的任务栏和快选窗口工作按钮,可实现窗口的快速切换,使用方便,非常适合现代工业的需要。
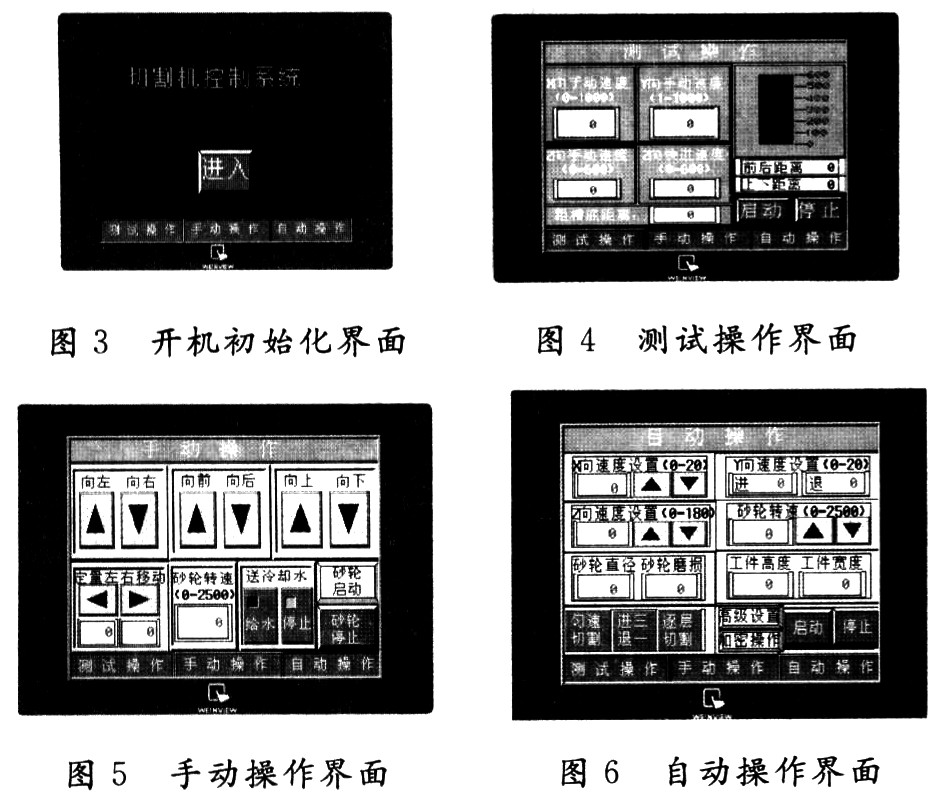
该系统触摸屏界面的开发,使用了专用组态工具EasyBuilder500。开发的各界面如图3所示。当系统上电后,触摸屏启动初始化界面,点击“进入”按钮,输入密码,验证正确后即可选择下方三种操作。图4~图6分别为三种操作界面的示意图。
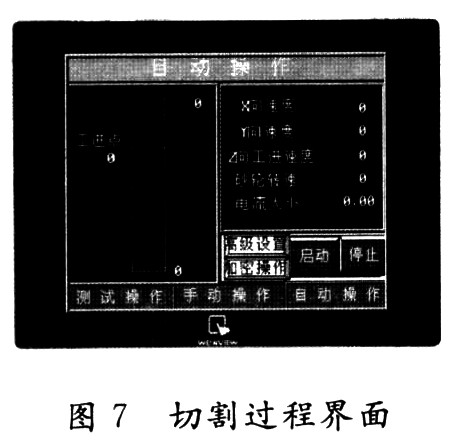
高级设置和加密操作是为一些需要保密的参数设定的,触击“高级设置”按钮,只有当输入的密码完全正确时,才可以进入高级设置界面进行保密参数的设定;当所有参数设置完成后,点击“启动”按钮,开始自动切割,同时进入切割过程观察窗口,用条形棒图准确清晰地再现了切割过程,箭头标示出了工进切割位置,如图7 所示。
5 结 语
根据金相切割机的控制要求,采用PLC作为控制系统核心,触摸屏作为人机交互界面,研制出多模式下对不同属性金属切割的控制系统。显著特点主要有:选用 PLC模块化设计,编程方便,可靠性高,丰富的I/O口解决了多路输入/输出的难题;触摸屏的应用不仅大大节省了空间,还为用户提供了便捷、直观、友好的人机交互界面;采用USS协议控制变频器,实现了系统的自适应调节。经现场实际测验,此切割机控制系统运行性能稳定,实用性强,可靠性高,有较高的性价比,控制精度已经达到用户要求。